




 194291, г. Санкт-Петербург, пр. Луначарского, д. 72, корп. 1, оф. 29
194291, г. Санкт-Петербург, пр. Луначарского, д. 72, корп. 1, оф. 29 
 YouTube
YouTube Пресс гидравлический ДГ2436, ДЕ2436


- Безналичный расчёт
| Курьерской службой по Санкт-Петербургу: | от 600 руб |
| До транспортной компании: | бесплатно |
Гидравлический пресс ДГ2436, предназначен для формования изделий из реактопластов методами прямого и трансферного (литьевого) прессования, для изготовления изделий из резины, неметаллических материалов и изделий из тонколистового металла.
Имеется силовая и контрольно-регулирующая аппаратура для подключения обогрева пресс-формы.
Режимы работы:
- наладочный, полуавтоматический.
Циклы работы:
- с выталкивателем и без выталкивателя,
- с подпрессовками и без подпрессовок,
- с отключением двигателя во время выдержки и без отключения.
Дополнительное оборудование, инструмент к гидравлическому прессу ДЕ2436, который можно приобрести отдельно:
- Спец оснастка по заказу клиента
- Оснащение пресса греющими плитами
Машиностроительное предприятие «ПромСтройМаш» является непосредственным производителем и продавцом пресса гидравлического для изготовления изделий из пластмасс модели ДЕ2436.
Мы не только производим, но и продаём ДЕ2436 во все регионы Российской Федерации и страны ближнего зарубежья: Беларусь, Казахстан, Украину.
Оборудование для изготовления изделий из пластмасс нашего производства хорошо зарекомендовало себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России.
Купить пресс гидравлический указанной модели Вы можете непосредственно у нас или у наших дилеров.
Общий вид пресса ДЕ2436 с обозначением составных частей
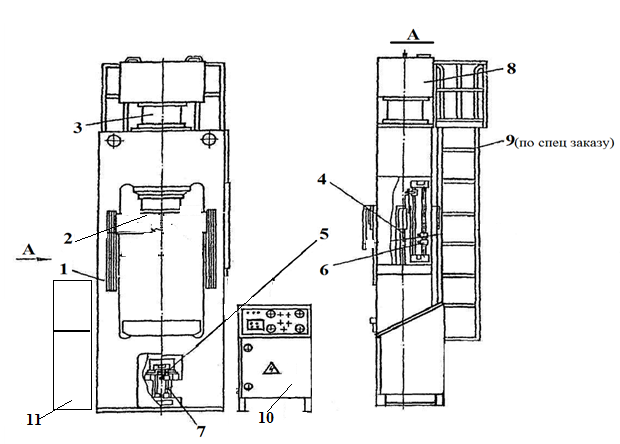
Основными узлами ДЕ2436 являются: станина - 1,ползун - 2, главный цилиндр - 3, цилиндр возврата - 4, выталкиватель - 5, механизм конечных выключателей ползуна - 6,
механизм конечных выключателей выталкивателя - 7, бак наполнения - 8, лестница с площадкой - 9 (по заказу за отдельную плату), электрошкаф - 10, гидроагрегат - 11.
Комплект поставки пресса ДЕ2436 включает
|
Наимено-вание |
|
|
|
|
|
Кол-во |
Примечание |
|
|
Пресс в сборе |
400кН |
1000кН |
1600кН |
2500кН |
4000кН |
1 |
Согласно спецификации |
|
|
Запасные части |
||||||||
|
Кольцо ГОСТ 9833 |
||||||||
|
|
032-040-46-2 |
032-040-46-2 |
|
005-008-19-2 |
|
9 |
|
|
|
|
|
044-050-36-2 |
|
011-014-19-2 |
|
3 |
|
|
|
|
|
055-065-58-2 |
|
012-016-25-2 |
|
6 |
|
|
|
|
180-190-58-2 |
|
070-080-58-2 |
016-020-25-2 |
|
2 |
|
|
|
|
|
|
|
017-021-25-2 |
|
4 |
|
|
|
|
|
|
|
021-025-25-2 |
|
1 |
|
|
|
|
|
|
|
030-034-25-2 |
|
6 |
|
|
|
|
|
|
|
037-045-46-2 |
037-045-46-2 |
2 |
|
|
|
|
|
|
|
040-044-25-2 |
|
6 |
|
|
|
|
|
|
|
070-080-58-2 |
070-080-58-2 |
2 |
|
|
|
|
|
080-090-58-2 |
100-110-58-2 |
080-090-58-2 |
100-110-58-2 |
2 |
|
|
|
|
|
|
|
130-140-58-2 |
|
2 |
|
|
|
|
|
|
|
345-360-85-2 |
|
1 |
|
|
|
|
220-235-58-2 |
220-230-58-2 |
270-280-58-2 |
|
|
2 |
|
|
|
|
050-054-25-2 |
|
|
|
|
6 |
|
|
|
Манжеты ГОСТ 14896 |
||||||||
|
|
|
1-220х200 |
|
|
|
3 |
|
|
|
|
|
|
|
|
1-110х90 |
2 |
|
|
|
|
|
1-55х45 |
|
|
|
3 |
|
|
|
|
1-46х36 |
|
1-71х56 |
|
1-130х110 |
6 |
|
|
|
|
|
1-78х63 |
|
|
|
4 |
|
|
|
|
|
1-90х75 |
1-100х80 |
|
|
4 |
|
|
|
|
|
|
1-110х90 |
|
1-160х140 |
|
|
|
|
|
|
|
1-140х120 |
|
|
1 |
|
|
|
|
1-180х160 |
|
1-270х250 |
|
|
|
|
|
|
|
|
|
|
|
1-425х400 |
|
|
|
|
|
|
|
1-280х260 |
|
1-450х425 |
1 |
|
|
|
|
|
|
|
1-340х320 |
|
2 |
|
|
|
Рукав высокого давления |
7 |
|
||||||
|
Шприц рычажно-плунжерный |
1 |
|
||||||
|
Документы |
||||||||
|
Прессы гидравлические для изготовления изделий из пластмасс усилием 400-4000 кН Руководство по эксплуатации |
|
1 |
|
|||||
|
Руководство по эксплуатации |
Гидроагрегат ГПДА |
1 |
|
|||||
|
Руководство по эксплуатации |
2ТРМ1 |
1 |
|
|||||
|
Инструкция |
Н3СR |
3 |
|
|||||
|
Инструкция |
RITTAL |
1 |
|
|||||
НАЗНАЧЕНИЕ
ДЕ2436 предназначен для компрессионного и трансферного прессования изделий из термореактивных пластмасс, также может использоваться для работ с тонколистовым металлом и невзрывоопасными смесями.
Пресс может быть применен на предприятиях, занимающихся изготовлением изделий из пластмасс и резины в различных отраслях промышленности: электротехнической, радиотехнической, электронной, химической, приборостроения, машиностроении.
ДЕ2436 работает в следующих режимах:
- наладка (ручная работа);
- полуавтомат;
- с выталкивателем и без него;
- с отключением двигателя во время выдержки под давлением и без отключения.
Климатическое исполнение УХЛ и О категория размещения 4.2 по ГОСТ 15150.
УСТРОЙСТВО СОСТАВНЫХ ЧАСТЕЙ ПРЕССА ДЕ2436
На станине располагаются все узлы агрегата: главный цилиндр с баком и клапаном наполнения встроен в ее верхнюю поперечину, в нишах – расположены цилиндры возврата, трубопроводы, механизм конечных выключателей ползуна, выталкиватель с механизмом конечных выключателей закреплен в нижней поперечине.
Гидроагрегат установлен слева от станины.
Электроаппаратура размещена в отдельном шкафу.
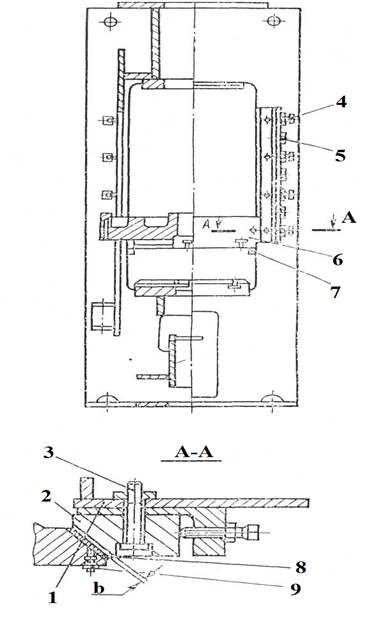
- Станина 1 – рамного типа, сварная. На стойках станины расположены клиновые направляющие 2, закрепленные винтами 3. С помощью регулировочных винтов 4 и 5 устанавливается зазор между рабочими поверхностями направляющих станины и ползун (суммарный зазор в двух направляющих в направлении спереди - назад не более – 0,16 мм).
- Ползун пресса 6 представляет собой массивную чугунную плиту, опирающуюся проушинами на плунжеры цилиндров возврата, которые через прорези в боковых листах выходят в ниши станины. Направляющие ползуна снабжены текстолитовыми накладками 8. Для их смазки установлены пресс масленки 9.
Станина и ползун пресса ДЕ2436
- Гидроцилиндры пресса
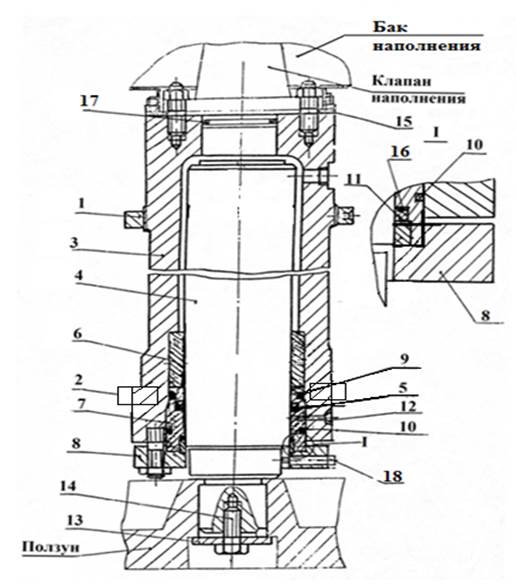
Корпус 3 главного цилиндра закреплен в верхней поперечине станины с помощью гайки 1 и полуколец 2. Уплотнение плунжера 4 осуществляется манжетой 5. Втулка 6 служит для обеспечения необходимого направления плунжеру и удерживается втулкой 7 с уплотнением 9 и фланцем 8.
Утечки рабочей жидкости предотвращают уплотнения 10 и 11.
Утечки через отверстие 12 по трубке направляются в бак гидроагрегата.
Плунжер соединяется с ползуном при помощи шайбы 13 и болта 14. Винт 18 служит для фиксации плунжера в верхнем положении при транспортировке и ремонтах. Винт 18 сблокирован с конечным выключателем, что исключает возможность включение цилиндра ползуна на ход вниз при зафиксированном плунжере. На верхнем торце цилиндра закреплены клапан наполнения и бак наполнения. Герметизация соединения бака и цилиндра обеспечивается резиновой прокладкой 15. Уплотнительные манжеты 5,9,17 имеют защитные капроновые кольца.
Главный цилиндр пресса ДЕ2436
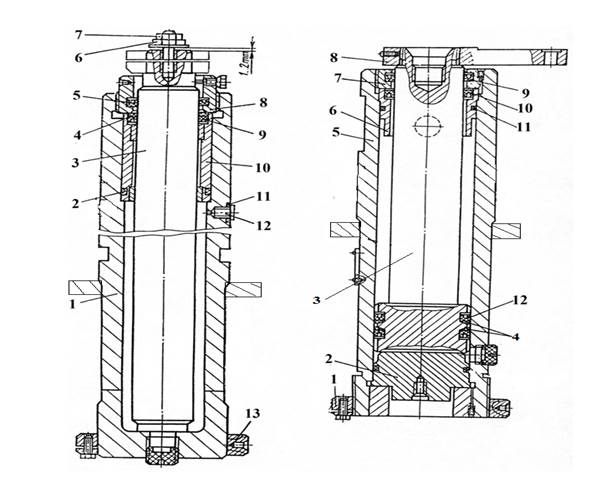
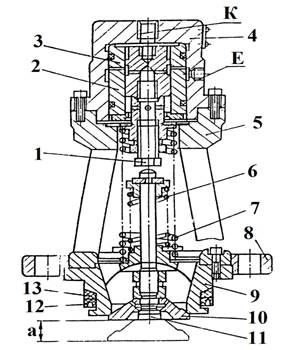
Корпус цилиндра возврата крепится при помощи гайки 13 в специальной поперечине, расположенной в стойке станины. Гайка 6 и контргайка 7 закреплены таким образом, что плунжер имеет возможность ограниченного перемещения в проушине ползуна для компенсации погрешности хода. Втулка 10 служит для обеспечения необходимого направления плунжеру и закреплена гайкой 8. Уплотнение плунжера 3 осуществлено манжетой 9. Отверстие, закрытое пробкой 12 с прокладкой 11, необходимо для удаления воздуха из полости цилиндра.
Манжета 5 установлена для очистки плунжера от пыли и прочих инородных частиц.
Цилиндр выталкивателя является цилиндром поршневого типа. Его корпус 5 крепится в нижней поперечине станины при помощи гайки 1. Его днищем служит крышка 2.
В верхней части корпуса установлена направляющая втулка 6, уплотнение по ее наружному диаметру достигается резиновым кольцом 11, а по внутреннему – манжетой 10. Уплотнение поршня 3 обеспечивается манжетами 12, которые предохраняются от преждевременного износа защитными кольцами 4.
Для закрепления подвижной штанги механизма конечных выключателей выталкивателя служит поводок 8.
Очистке поршня 3 от пыли и инородных частиц в гайке 7 способствует манжета 9.
Цилиндр возврата и цилиндр выталкивателя пресса ДЕ2436
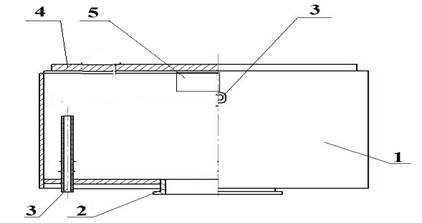
- Бак наполнения 1 из листового проката крепится к главному цилиндру пресса при помощи фланца 2. Через патрубок 3 осуществляется соединение с баком гидроагрегата. Труба для слива масла из бака наполнения находится в правой нише станины и выведена на заднюю ее стенку. От гидроагрегата к баку наполнения подведена труба, через которую осуществляется слив масла из линии управления гидросистемы.На крышке бака расположен воздухоочиститель 5, а на передней стенке – маслоуказатель 6. В баке размещен радиатор для охлаждения масла.
Бак наполнения пресса ДЕ2436
- Клапан наполнения установлен на прессе и предназначен для пропуска больших объемов масла из бака наполнения в полость главного цилиндра и обратно во время холостых ходов, а также герметичного разделения полостей цилиндра и бака во время рабочего хода пресса.
Управление клапаном наполнения осуществляется от основного потока линии цилиндров возврата.
При подаче давления в подпоршневую полость управляющего цилиндра 4 оба поршня 2 и 3 начинают двигаться вниз и через промежуточные детали открывают разгрузочный клапан штока 11. При открытии разгрузочного клапана происходит быстрый и плавный сброс давления. Поршень 2, служащий для открытия разгрузочного клапана, выбрав ход, останавливается.
Клапан наполнения пресса ДЕ2436
ГИДРОСИСТЕМА И СМАЗОЧНАЯ СИСТЕМА ПРЕССА ДЕ2436
Гидрооборудование пресса скомпоновано в отдельный гидроагрегат. Подвод рабочей жидкости к цилиндрам пресса осуществляется трубами и РВД.
Монтажная схема трубопроводов ДЕ2436
1-1 в главный цилиндр, 2-2 в цилиндры возврата, 3-3 в штоковую полость цилиндра выталкивателя, 4-4 в бесштоковую полость цилиндра выталкивателя, 5-5 в клапан наполнения, 6-6 перелив из верхнего бака в нижний, 7 – слив линии управления.
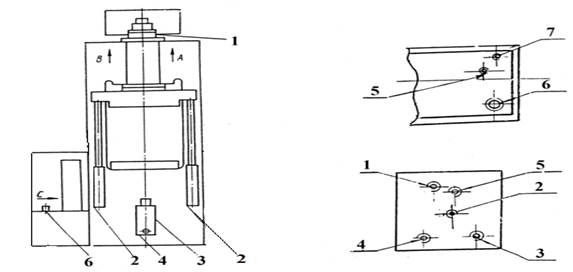
Перед пуском пресса необходимо произвести смазку рабочих поверхностей в точках, указанных на схеме
Схема смазки пресса ДЕ2436
Точка «1» - рабочие поверхности направляющих ползуна и станины – смазывать не реже одного раза в неделю.
Точка «2» - подвижная штанга механизма конечных выключателей выталкивателя – смазывать не реже одного раза в неделю.
Точка «3» - подшипники электродвигателя - смазывать при ремонте.
Для смазки применять пресс-солидол марки «С» по ГОСТ 4366.
Новый пресс рекомендуется обильно смазывать в течении первых 10-15 дней работы.
Рабочие поверхности главного цилиндра, цилиндров возврата и выталкивателя постоянно смазываются маслом, являющимся рабочей жидкостью, и не требует дополнительной смазки.
ЭЛЕКТРООБОРУДОВАНИЕ ПРЕССА ДЕ2436
Насос гидросистемы пресса приводится во вращение асинхронным трехфазным коротко замкнутым электродвигателем.
Для управления гидроаппаратами служат шесть электромагнитов постоянного тока 24В.
Ограничивают движения механизмов и блокировки семь бесконтактных преобразователя положения.
Выполнение операций управления прессом в соответствии с циклограммой осуществляется с помощью командоконтроллера, принцип работы которого основан на циклическом опросе состояния датчиков и выполнения команд в соответствии с записанной в управляющей памяти контролера программой. В программе все электромагниты, оперативные памяти и другие исполнительные аппараты включаются согласно логическим формулам. Схема позволяет контролировать длительность паузы перед подпрессовками и время выдержки изделия под давлением (выдержка прессования).
При выполнении условий, накладываемых программой, включается соответствующий исполнительный аппарат, что в свою очередь приводит к движению какого-либо механизма пресса.
Электрическая схема обеспечивает работу в следующих режимах:
- Наладочном,
- Полуавтоматическом:
- прямого прессования
- трансферного прессования
Управление работой пресса осуществляется с панели пульта электрошкафа
Соединение электрошкафа с электрооборудованием пресса осуществляется штепсельными разъемами.
УСТАНОВКА ПРЕССА ДЕ2436
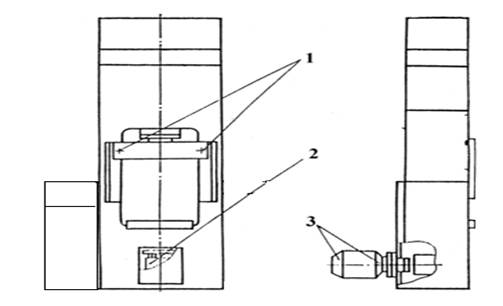
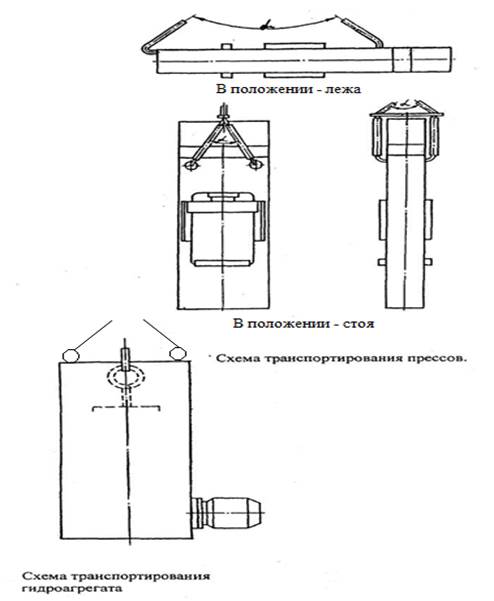
Зачаливание и транспортирование пресса и гидроагрегата производить строго согласно схеме во избежание несчастных случаев. При транспортировании необходимо предохранять выступающие части механизма от повреждения.
Угол зачаливания (α) – не более 90 градусов.
Схема транспортирования пресса ДЕ2436
Пресс и гидроагрегат устанавливаются на фундаменте и соединяются трубопроводами.
План фундамента ДЕ2436
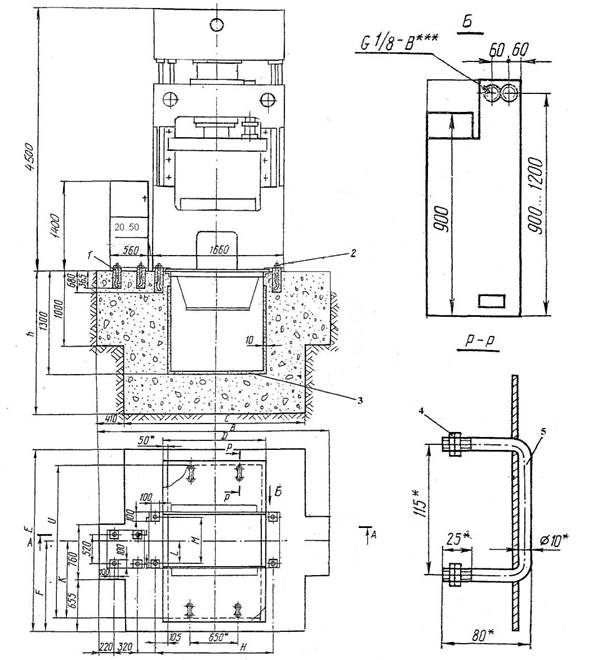
Глубина заложения фундамента принимается в зависимости от грунта, но не менее 1900мм.
Выверка по плоскости стола в двух взаимно перпендикулярных направлениях производится после установки пресса на фундамент (отклонение не должно превышать 0,1мм на 1000мм длины в обоих направлениях).
Далее под пресс и гидроагрегат подливается цементный раствор, при полном его затвердении равномерно затягиваются гайки фундаментных болтов. Одновременно производится проверка положения стола пресса по уровню.
Затем пресс следует подвергнуть расконсервации:
- удалить деревянной палочкой антикоррозийные покрытия с обработанных поверхностей, - протереть обработанные поверхности чистыми салфетками, смоченными уайт-спиритом, - смазать их тонким слоем масла Т22 ГОСТ 32 или ВНИИ НП–403 ГОСТ16728.
ПЕРВОНАЧАЛЬНЫЙ ПУСК
- Перед пуском пресс должен выдерживаться в помещении не менее 3-х суток, что необходимо для удаления влаги из изоляции обмоток электродвигателя, из электроаппаратуры и проводов.
- Подсоединить маслоохладитель к водопроводной сети и канализации.
- После подключения к силовой электросети надежно заземлить пресс, присоединив его к общей системе заземления.
- Выполнить все требования, относящиеся к первоначальному пуску и изложенные в соответствующих руководствах по эксплуатации электрооборудования и гидроагрегата.
- Произвести заливку рабочей жидкости в бак наполнения и в бак гидроагрегата.
- В режиме «НАЛАДКА» в соответствии с требованиями руководства к гидроагрегату и электрооборудованию произвести настройку гидросистемы и электроаппаратов.
- Величины ходов ползуна и выталкивателя установить в зависимости от высоты пресс-формы, высоты прессуемого изделия, марки и предварительной подготовки пресс-материала с помощью соответствующих конечных выключателей (величина хода определяется ходом толкателей пресс-формы).
- Отрегулировать скорость холостого хода вниз, чтобы она составляла не менее 35,0 мм /сек.
- Отрегулировать требуемое усилие прессования.
- Сомкнуть пресс-форму и проверить по манометру при каком давлении пресс отключается (встает на выдержку), сравнить это давление с требуемым, и соответственно поднять или отпустить регулировочную стрелку.
- Установить режим работы «ПОЛУАВТОМАТ» и приступить к работе.
Пресс гидравлический ДГ2436, ДЕ2436 ― Характеристики
|
Бренд
|
РОССИЯ |
|
Мощность привода, кВт
|
18.5 |
|
Номинальное усилие пресса, кН
|
4000 |
|
Наибольший ход ползуна, мм
|
800 |
|
Максимальное расстояние между столом и ползуном, мм
|
1400 |
|
Размеры стола, мм
|
1250х1120 |
|
Скорость ползуна при холостом ходе, мм/с
|
160 |
|
Скорость ползуна при рабочем ходе, мм/с
|
5 |
|
Скорость ползуна при возвратном ходе, мм/с
|
70 |
|
Время условного цикла, с
|
50 |
|
Номинальное усилие нижнего выталкивателя, кН
|
630 |
|
Ход нижнего выталкивателя, мм
|
360 |
|
Масса, кг
|
16000 |
|
Габаритные размеры, мм
|
1600х2870х5610 |
|
Срок поставки
|
Под заказ |
|
Гарантия, мес.
|
12 |
Пресс гидравлический ДГ2436, ДЕ2436 ― Отзывы
Как купить
E-kp.ru специализируется на продаже промышленного оборудования. Весь ассортимент реализуется по ценам производителя и в сопровождении официальной гарантии. Обеспечить комфортные условия для покупки помогает профессионализм сотрудников интернет-магазина и развитые партнерские отношения с ведущими поставщиками и дистрибьюторами продукции популярных брендов.
Наши сотрудники прошли обучение на ведущих производствах и готовы дать исчерпывающие консультации по подбору оборудования и помочь Вам разобраться в характеристиках промышленных товаров. Кроме того, для сложного оборудования действует услуга по монтажу и пусконаладке.
Мы работаем в соответствии с нормами закона «О защите прав потребителей» и в соответствии с действующим законодательством РФ, на все товары предоставляется гарантия.
Отдел консультаций:
- +7(812) 424-18-29
- +7(812) 407-17-29
- или на бесплатный номер по России — 8804 333-00-89
Принимаем заявки с 9:00 до 17:30 каждый день, кроме сб и вск. Работаем с юридическими и физическими лицами. Доставляем по всему Санкт-Петербургу, в Ленинградскую область. По России отправляем «Деловыми линиями».
Оплата
Оплату заказа вы можете провести двумя способами:
Для юридических лиц — это оплата счета по безналичному расчету.
- При самостоятельном оформлении заказа через «корзину» счет выставляется автоматически.
- В случае оформления заказа по телефону или другим иным способом наш менеджер вышлет Вам счет на оплату на электронную почту.
Доставка
Оформляя покупку в online-режиме или через наших менеджеров, Вы можете получить ее тремя способами:
1. Самовывоз со склада.
Вы можете самостоятельно забрать заказ с нашего склада по адресу:
г. Санкт-Петербург, 194292, Домостроительная ул., д. 12.
Режим работы:
Пн - Пт: 10.00 -17.00;
Сб - Вс: выходные.
2. Курьерская доставка по СПб и ЛО нашим транспортом.
- По Санкт-Петербургу в пределах КАД - 600 руб.
- За пределами КАД - 600 руб. +14 руб. за км (оплачивается в одну сторону).
- Всеволожск, Сертолово, Сестрорецк - 1000 руб.
- Колпино, Пушкин, Петродворец, Красное Село, Гатчина - 1500 руб.
Рассчитать точную стоимость и сроки доставки вам помогут менеджеры нашего магазина: +7 (812) 424-18-29. Звоните!
3. Курьерская доставка в регионы РФ.
Отправка заказов по регионам РФ осуществляется транспортными компаниями "Деловые линии", "Байкал-сервис", "ПЭК", "ДАЙМЭКС" и т.д.
Сроки и стоимость доставки по регионам РФ уточняйте у менеджеров магазина: +7 (812) 424-18-29.
Доставка заказов до терминала транспортных компаний производится за наш счет.
Заполнив форму вы сможете узнать примерную стоимость доставки вашего оборудования


